







WDI多層構造写真
-
-
被膜構造 多層 膜厚(μm) 3・5 硬度(Hv) 3,300 酸化開始温度(℃) 1,100
 ドリル(穴加工)の性能を最大限に発揮させる複合多層構造!
ドリル(穴加工)の性能を最大限に発揮させる複合多層構造!
耐磨耗性・耐衝撃性に優れた被膜
-
高硬度膜 高じん性膜 WDIコーディング 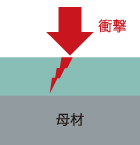
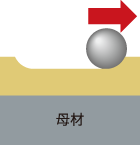
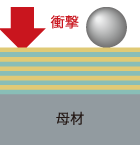
摩耗 強い 摩耗 弱い 摩耗 強い 衝撃 弱い 衝撃 強い 衝撃 強い -
被膜のクラックを防ぎます
-
単層 高応用力被膜 WDIコーティング  クラックが進展し
クラックが進展し
被膜を破壊します 物質の結合力を
物質の結合力を
増大させるため
クラックの進展を防止
(対策①)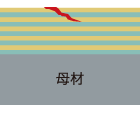 高応用力(対策①)+
高応用力(対策①)+
多層膜の境界部で
クラックの進展を
ダブルで防止 -
WDIコーティングは熱を溜めません!
高熱伝導率被膜と多層にすることで熱を溜めない被膜を実現!
-
従来Cr系被膜 WDIコーディング 

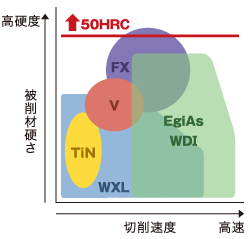
被削材硬さと切削速度(ドリル)
加工事例
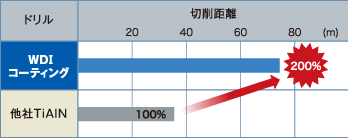
超硬ドリルの加工
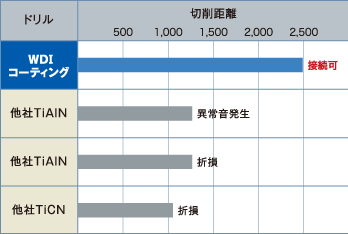
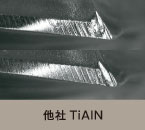
対他社TiAlN品100%UPの耐久性!
-
使用工具 超硬ドリル φ6 被削材質 S50C 
DiN CK50 
AISI 1050 回転速度 100m/min(5,307min-1) 送り速度 955mm/min(0.18mm/rev) 穴深さ 30mm(5D 通り) 切削油剤 水溶性切削油剤(希釈倍率20倍) 使用機械 立形マシニングセンタ(HSK) 寿命判定 コーナ0.2mm摩耗 -
33m(1,104穴)加工時マージン摩耗比較

ハイスドリルの加工
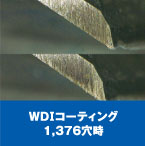
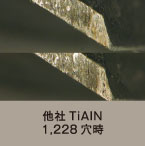
WDⅠコーティング採用で外周マージン摩耗抑制!
-
使用工具 超硬ドリル φ6 被削材質 SUS304 回転速度 25m/min(1,327min-1) 送り速度 239mm/min(0.18mm/rev) 穴深さ 18mm(3D止り) 切削油剤 水溶性切削油剤 -